Bohren in kleinsten Durchmessern gelingt nur effizient, wenn sämtliche Prozesskomponenten exakt aufeinander abgestimmt sind: Erwarten den Zerspaner beim zu bearbeitenden Werkstoff lange oder kurze Späne? Reicht der Kühlmitteldruck, um die filigranen Kühlkanäle des Bohrers effektiv zu bedienen? Ist der KSS ausreichend filtriert und frei von Schwebe- und Kleinstpartikeln, die die Kühlkanäle verstopfen können? „Das sind nur einige der Fragen, mit denen sich unsere Kunden im Vorfeld auseinandersetzen müssen, wollen sie das Optimum aus ihrem Mikrobohrprozess ziehen. Sobald sie dann auch noch in Tiefloch-Dimensionen vorstoßen müssen, ist Expertenwissen unabdingbar“, weiß Felix Meggle, Produktmanager VHM-Bohren bei CERATIZIT.
Mikro-Spezialisten für den Universaleinsatz
Was wie ein Gegensatz klingt, trifft auf die neue Bohrer-Serie des Team Cutting Tools aus der CERATIZIT-Gruppe vollends zu: Der WTX-Micro aus der Reihe WNT Performance ist Spezialist für den Mikro- und Tieflochbohreinsatz und gleichzeitig universell zu verwenden, „denn in puncto Werkstoffe ist er alles andere als wählerisch: Ob Stähle, Guss-Materialien oder hochwarmfeste Werkstoffe und deren Legierungen – unser WTX Micro nimmt es mit allen auf!“, so Felix Meggle. Das macht ihn vielseitig einsetzbar in den unterschiedlichsten Branchen.
Da engste Toleranzen und vor allem bedingungslose Prozesssicherheit das Lastenheft bei der Mikrobearbeitung bestimmen, wurde der WTX-Micro optimal auf diesen Einsatz getrimmt. Das verwendete Ultrafeinstkorn-Hartmetall aus der CERATIZIT-Entwicklung und -Herstellung, die Spankammer-Geometrie, ultra-glatte Oberflächen sowie die Beschichtung sind fein aufeinander abgestimmt – für höchste Qualität.
Einer der coolen Sorte
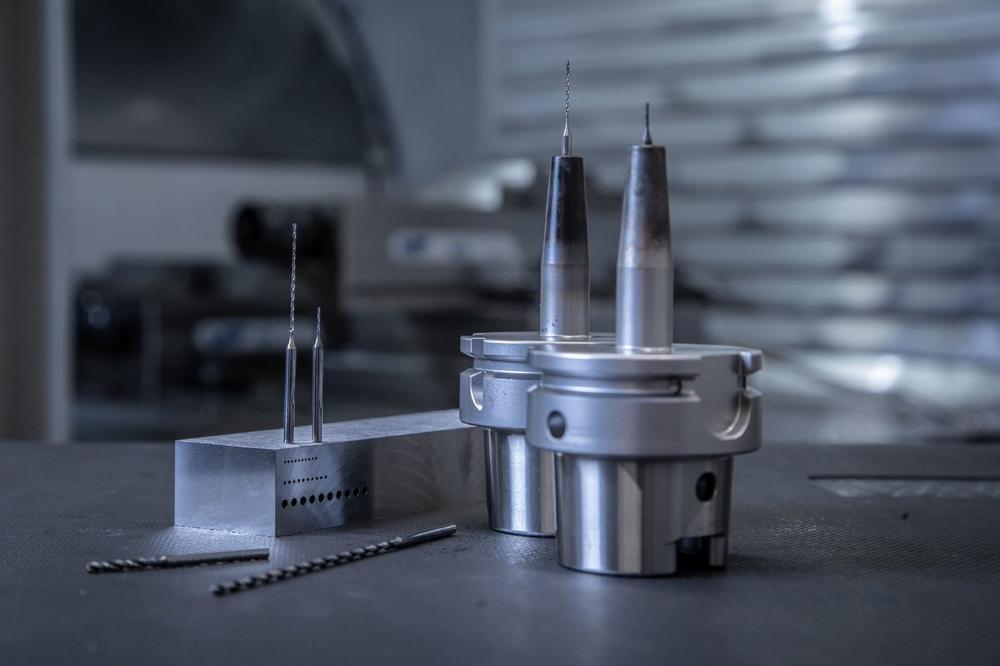
Die spiralisierten Innenkanäle des WTX-Micro-Bohrers sind für den maximalen Durchfluss der Kühlschmierflüssigkeit optimiert, was zu einer verbesserten Oberflächenqualität der Bohrungen führt. Unter anderem gelingt das durch eine Powerkammer, mit der die Mikrobohrer ab 5xD auf gesamter Schaftlänge ausgestattet sind. „Sie erhöht die Kühlmittelmenge an der Spitze bei gleichbleibendem Druck, was auch den Standzeiten zugutekommt“, erläutert Felix Meggle.
Erhältlich ist WTX-Micro ab einem Durchmesser von 0,8 mm in den Längen 5xD, 8xD, 12xD, 16xD und 20xD. Ab 1,0 mm bis 2,90 mm werden sie zusätzlich in 25xD und 30xD angeboten. Dabei sorgen die optimierte Geometrie mit geläppten Oberflächen und patentierten Spanraumöffnungen sowie der speziellen Ausspitzung der Mikrobohrer für eine hohe Schneiden- und somit Prozessstabilität.
Bissige Dragonskin DPX74-M-Beschichtung
Um die Werkzeuge noch widerstandfähiger gegen Verschleiß und Wärmeeinwirkung zu machen, sind die WTX-Micro-Bohrer mit der innovativen DPX74-M-Beschichtung versehen. Bei den Varianten ab 8xD bis 30xD wird lediglich der extrem beanspruchte Bohrkopf beschichtet, die 5xD-Variante erhält hingegen die bissige Dragonskin DPX74-M-Beschichtung auf der kompletten Länge.
Kein Blindflug, weder mit noch ohne Pilot
Um eine Pilotbohrung führt beim Tieflochbohren kaum ein Weg vorbei. „Dafür haben wir den WTX-Micro in der 5xD-Variante im Programm, der das Bohrloch optimal vorbereitet. Aber da die Werkzeuge sich insbesondere durch ihre hervorragende Eigenzentrierung auszeichnen, kann bei vertikaler Bearbeitung ab einem Durchmesser von 1,0 mm bis zu einer Länge von 12xD mit ruhigem Gewissen auf die Pilotierung verzichtet werden“, so Felix Meggle. Grundvoraussetzung hierfür ist natürlich, eine glatte Werkstückoberfläche mit einer gewissen Geradheit.
Keine Abstriche machen CERATIZIT-Kunden bei der Qualität und den Serviceleistungen. Dazu Felix Meggle resümierend: „Mikrobohren ist nichts, was man mal schnell zwischendurch macht. Dafür sind zahlreiche Parameter zu beachten, die zu einem erfolgreichen Ergebnis führen. Auch dort stehen wir mit Rat und Tat zur Seite: Mit Knowhow und optimierten Werkzeugen, die neben starker Performance mit einem hervorragenden Preis-Leistungsverhältnis auffallen!“
Weitere Infos unter: cuttingtools.ceratizit.com/de/de/wtx-micro
CERATIZIT – Mit Leidenschaft und Pioniergeist für Hartstoffe
CERATIZIT ist seit über 100 Jahren Pionier auf dem Gebiet anspruchsvoller Hartstofflösungen für Zerspanung und Verschleißschutz. Das Privatunternehmen mit Sitz in Mamer, Luxemburg, entwickelt und produziert hochspezialisierte Zerspanungswerkzeuge, Wendeschneidplatten, Stäbe aus Hartstoffen und Verschleißteile. In verschiedenen Anwendungssegmenten ist die CERATIZIT-Gruppe Weltmarktführer und entwickelt erfolgreich neue Hartmetall-, Cermet- und Keramiksorten, etwa für die Holz- und Gesteinsbearbeitung.
Mit weltweit über 7.000 Mitarbeitern an mehr als 25 Produktionsstätten und einem Vertriebsnetz mit über 50 Niederlassungen ist CERATIZIT ein Global Player der Hartmetallbranche. Zum internationalen Netzwerk gehören unter anderem das Tochterunternehmen Stadler Metalle sowie das Joint Venture CB-CERATIZIT.
Der Technologieführer investiert kontinuierlich in Forschung und Entwicklung und besitzt mehr als 1.000 Patente. Innovative Hartstofflösungen von CERATIZIT werden unter anderem im Maschinen- und Werkzeugbau, in der Automobilbranche, in der Luft- und Raumfahrtindustrie, in der Öl- und Gasindustrie sowie in der Medizinindustrie eingesetzt.
CERATIZIT Deutschland GmbH
Zeppelinstraße 12
87437 Kempten
Telefon: +49 (831) 57010-0
Telefax: +49 (831) 57010-3559
http://cuttingtools.ceratizit.com
PR Manager Cutting Tools
Telefon: +49 (831) 57010-3405
Fax: +49 (831) 57010-3678
E-Mail: norbert.stattler@ceratizit.com
![]()