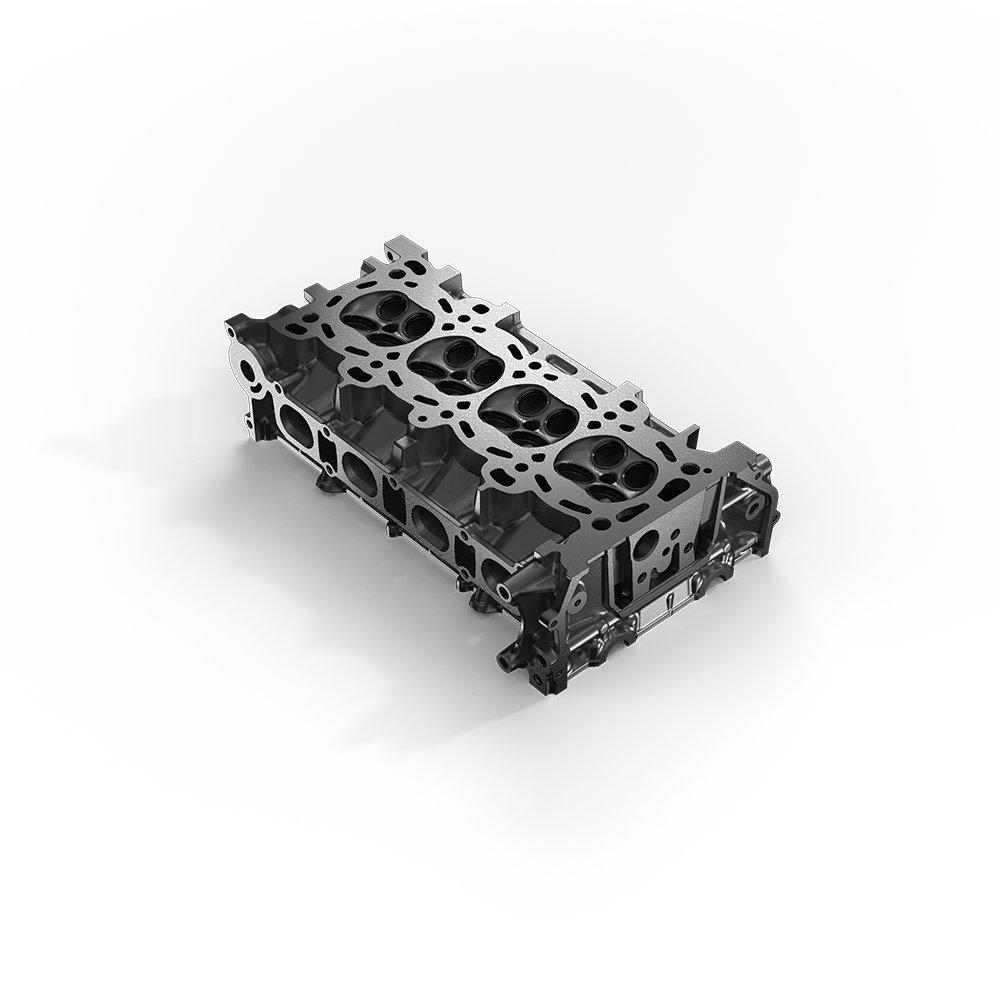
Das neue CERATIZIT-Werkzeugsystem zur hochpräzisen, wirtschaftlichen Ventilsitzbearbeitung besteht aus zwei ähnlich aufgebauten Multifunktionswerkzeugen: je eines zum Semi-Finishen von Ein- und Auslass mit einer Pilotreibahle für die Ventilführung und Schneiden für den Ventilring; je ein zweites dient der Finishbearbeitung von Ein- und Auslass mit einer Finish-Reibahle und einer Schlichtschneide für die Dichtfase am Ventilring.
Jedes dieser Werkzeuge ist modular aus Standard- und Semi-Standard-Komponenten aufgebaut, die kurze Lieferzeiten garantieren. Es besteht aus einem Hydrodehn-Doppelspannfutter mit einem (DAH)-Ausgleichshalter, mit dem sich Rundlauf- und Winkelfehler direkt auf der Maschine ausgleichen lassen. Somit kann das Werkzeugsystem maschinenseitig mit allen gängigen Spindelanbindungen, wie z.B. HSK, ISO-Steilkegel, MAS-BT, CAT, etc. ausgestattet werden. Eine HSK-A63 Mono-Variante des Hydrodehn-Doppelspannfutters ist ebenfalls verfügbar. Weiterer Bestandteil ist ein Schneidenträger mit Festplattensitzen, die mit dreischneidigen CBN-Fullface-Wendeschneidplatten bestückt werden. Für die Bearbeitung der Ventilführung kommt eine sechsschneidige Vollhartmetall- oder PKD-Reibahle zum Einsatz. Die Hydrodehn-Doppelspannung von Reibahle und Schneidenträger sorgt für qualitativ hochwertige Bearbeitungsergebnisse – prozesssicher und wiederholbar.
Das Handling des neuen CERATIZIT-Werkzeugsystems ist einfach, und durch das hierfür hochpräzise und spezialisierte Fertigungsverfahren geht der Einstellaufwand gegen Null, was wiederum Ausschuss und Nacharbeit reduziert. Durch den modularen Aufbau ist das Werkzeugsystem zur Ventilsitzbearbeitung zudem besonders wirtschaftlich. Denn wenn sich im Projektstadium Änderungen am Ventilsitzring ergeben,
muss nicht das komplette Werkzeug ersetzt werden. Es genügt, den Schneidenträger auszutauschen, wofür nur etwa ein Drittel der Gesamtkosten anfallen.
Auch für Folgeprojekte ergibt sich ein Kostenvorteil: Denn selbst wenn für ein neues Zylinderkopfmodell neue Reibahlen und Schneidenträger beschafft werden müssen, lassen sich die Hydrodehn-Doppelspannfutter weiterverwenden – was immerhin ein Drittel der Werkzeugkosten einspart.
KASTEN 1
Leistungsdaten des Werkzeugsystems in der Serienfertigung
Semi-Finish Einlass:
S= 6370 U/min, F= 1530 mm/min (Ventilführung)
S= 1010 U/min F= 101 mm/min (Ventilsitzring)
Semi-Finish Auslass:
S= 6370 U/min, F= 1530 mm/min (Ventilführung)
S= 1360 U/min F= 116 mm/min (Ventilsitzring)
Finish Einlass:
S= 6370 U/min, F= 1530 mm/min (Ventilführung)
S= 1000 U/min F= 100 mm/min (Ventilsitzring)
Finish Auslass:
S= 6370 U/min, F= 1530 mm/min (Ventilführung)
S= 1650 U/min F= 165 mm/min (Ventilsitzring)
Ergebnisse:
Koaxialität Ventilsitzring zu Ventilführung => innerhalb 26 µm
Rundheit Ventilführung => innerhalb 4 µm
Dichtfase am Ventilring => innerhalb 0,1°
KASTEN 2
Statement von Matthias Otto, Projektleiter und Ideengeber für die Neuentwicklung
Aus früherer Erfahrung im Werkzeugmanagement der Automotive-Branche war das Einstellen der Ventilsitzwerkzeuge schon immer ein notwendiges Übel, zeitaufwendig und auch mit Fehlerpotential behaftet. Denn wo etwas eingestellt werden muss, können auch Fehler passieren. Deshalb war mein Ziel, ein Werkzeugsystem mit Festplattensitzen und ohne Einstellaufwand in der Entwicklung zu platzieren.
Der modulare Aufbau aus Hydrodehn-Doppelspannfutter, wechselbarem Schneidenträger und Reibahle bietet weitere Vorteile, wie Kosten- und Zeitersparnis im Projektgeschäft und höchster Präzision des Werkzeugsystems mit Plug & Play Lösung. Auch der Gedanke, möglichst dieselben Komponenten an den Werkzeugen für Einlass und Auslass zu verwenden, konnte realisiert werden.
Mit Leidenschaft und Pioniergeist für Hartstoffe
CERATIZIT ist seit über 95 Jahren Pionier auf dem Gebiet anspruchsvoller Hartstofflösungen für Zerspanung und Verschleißschutz. Das Privatunternehmen mit Sitz in Mamer, Luxemburg, entwickelt und produziert hochspezialisierte Zerspanungswerkzeuge, Wendeschneidplatten, Stäbe aus Hartstoffen und Verschleißteile. In verschiedenen Anwendungssegmenten ist die CERATIZIT-Gruppe Weltmarktführer und entwickelt erfolgreich neue Hartmetall-, Cermet- und Keramiksorten, etwa für die Holz- und Gesteinsbearbeitung.
Mit weltweit über 8.000 Mitarbeitern an mehr als 30 Produktionsstätten und einem Vertriebsnetz mit über 50 Niederlassungen ist CERATIZIT ein Global Player der Hartmetallbranche. Zum internationalen Netzwerk gehören unter anderem das Tochterunternehmen Stadler Metalle sowie das Joint Venture CB-CERATIZIT.
Der Technologieführer investiert kontinuierlich in Forschung und Entwicklung und besitzt mehr als 1.000 Patente. Innovative Hartstofflösungen von CERATIZIT werden unter anderem im Maschinen- und Werkzeugbau, in der Automobilbranche, in der Luft- und Raumfahrtindustrie, in der Öl- und Gasindustrie sowie in der Medizinindustrie eingesetzt.
CERATIZIT Deutschland GmbH
Zeppelinstraße 12
87437 Kempten
Telefon: +49 (831) 57010-0
Telefax: +49 (831) 57010-3559
http://cuttingtools.ceratizit.com
PR Manager Cutting Tools
Telefon: +49 (831) 57010-3405
Fax: +49 (831) 57010-3678
E-Mail: norbert.stattler@ceratizit.com
![]()