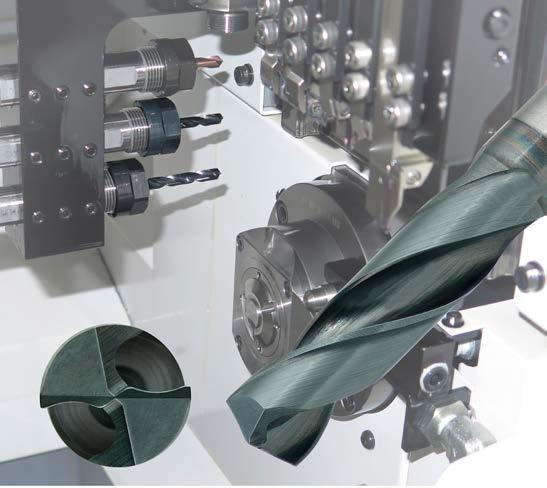
Optimale Schneidengeometrie und Spannutform
Zum Einsatz kommt die geschwungene Schneidkante von Mitsubishi Materials, die besondere Schärfe und Schneidkantenstabilität garantiert, da die äußere Schneidkante dem Verschleiß lange widersteht. Diese Geometrie sorgt auch für gleichmäßige Belastung und ist somit die ideale Lösung für die effiziente Bearbeitung von Werkstücken mit geringer Festigkeit. Die Verringerung der Schnittkräfte wird durch die innovative Spannutgeometrie unterstützt, weil dadurch sehr kurze Späne entstehen. Im Vergleich zu Standardbohrern wurde bei der DWAE-Serie eine kurze Schneidenlänge berücksichtigt, um den Anforderungen an Kompaktheit und begrenzten Bearbeitungsraum von Swiss-Drehautomaten zu entsprechen. Die besonderen Eigenschaften, die für geringe Schnittkraft und effizienten Spanbruch sorgen, werden durch die spezielle Z-Ausspitzung des Bohrers vervollständigt.
Die Substrat- und Beschichtungstechnologie
Als Ergänzung zu den neuen geometrischen Merkmalen wurde die Hartmetallsorte DP102A entwickelt, um die Gesamtleistung und Zuverlässigkeit der DWAE-Serie zu optimieren. Es wurde ein Substrat mit dem idealen Gleichgewicht zwischen Härte und Zähigkeit eingesetzt und um eine geeignete PVD-Beschichtung ergänzt. So wird die natürliche Bruchfestigkeit des Substrats unterstützt und der Verschleißwiderstand insbesondere bei mittleren und niedrigen Schnittgeschwindigkeiten erheblich erhöht. Die glatte Spannut reduziert die Reibung und Anhaftung mit dem Werkstoff und ermöglicht somit eine ausgezeichnete Spanabfuhr. Diese Eigenschaft ist besonders hilfreich, da die Bohrer nur mit externer Kühlmittelzufuhr eingesetzt werden. Beim Bohren von DIN CF53 Material mit äußerer Kühlmittelzufuhr und mit einer Schnittgeschwindigkeit 80m/min, sowie einer Vorschubgeschwindigkeit von 0,2 mm/U erreichte der DWAE-Bohrer mehr als die doppelte Standzeit im Vergleich zu ähnlichen Produkten anderer Hersteller.
Verfügbarkeit und Auswahl
Die Bohrer sind in verschiedensten Größen erhältlich von Ø3.0 bis Ø14 in 0,1 mm Schritten und in den Schneidenlängen 2 x D und
4 x D. Für den einfacheren Gebrauch entsprechen die Schaftdurch-messer den standardmäßigen Spannzangengrößen.
MMC Hartmetall GmbH – A Sales Company of Mitsubishi Materials
Comeniusstr. 2
40670 Meerbusch
Telefon: +49 (2159) 9189-0
Telefax: +49 (2159) 9189-66
https://www.mmc-hardmetal.com
Telefon: +49 (2159) 9189-3631
E-Mail: makaronidou@mmchg.de
![]()